


 Voir plus >>
Voir plus >> Voir plus >>
Voir plus >> Voir plus >>
Voir plus >> Voir plus >>
Voir plus >> Voir plus >>
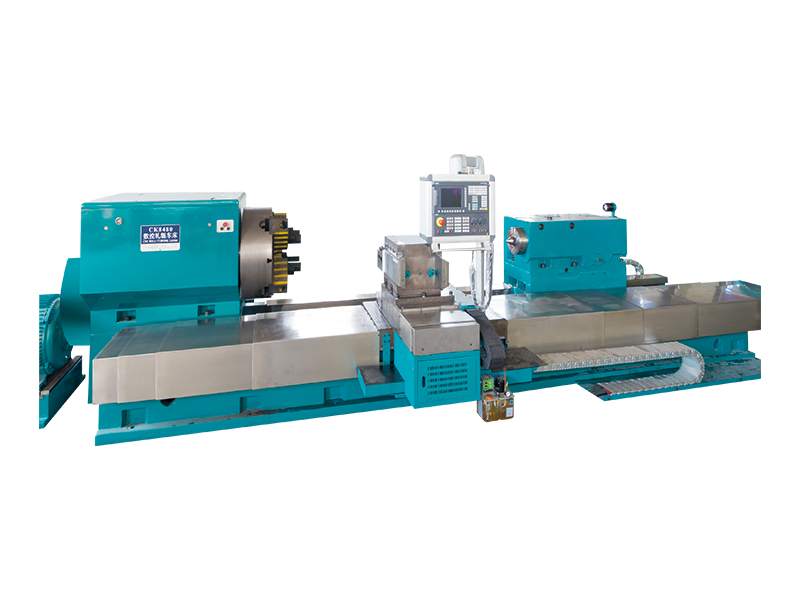
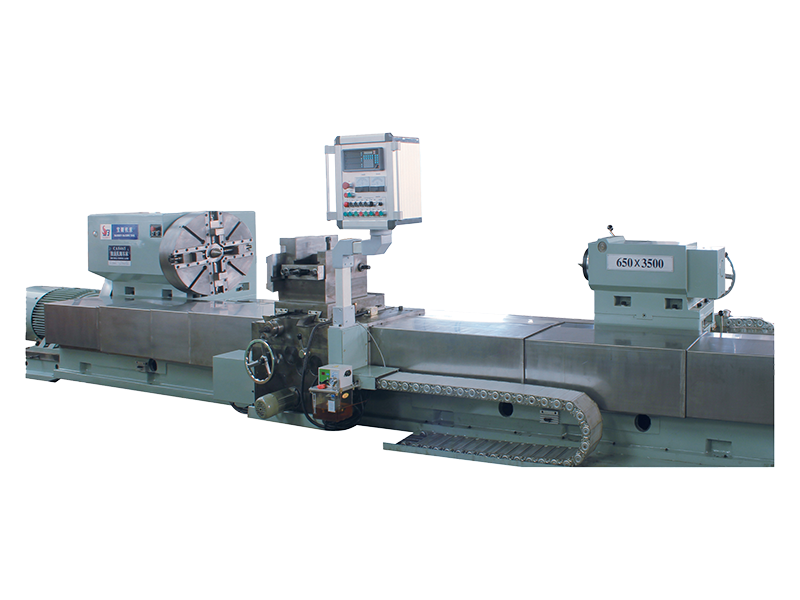
Voir plus >>Jiangsu Dingshun Heavy Duty Machine Tool Co., Ltd. (Nantong Baoshun Machinery Co., Ltd.) a été créée en 2002. Il s'agit d'une entreprise qui s'est engagée depuis longtemps dans la fourniture d'équipements de machines-outils pour l'industrie métallurgique et les entreprises sidérurgiques. Elle possède une base profonde et une riche expérience dans les équipements de machines-outils spécialisés et est un fournisseur de solutions pour les entreprises sidérurgiques. C'est également un fournisseur qualifié de l'Institut de recherche Shanghai 704 de la China Shipbuilding Industry Corporation, qui entreprend d'importants projets de recherche scientifique tels que des capteurs de couple et d'autres composants professionnels. La société est spécialisée dans la production de machines-outils de traitement de rainures en croissant de rouleau CNC de la série XK500, de tours à rouleaux CNC de la série CK84, de tours à rouleaux à affichage numérique de la série CA84, de tours à anneaux CNC CK450, de machines-outils de tournage et de fraisage CNC CXK9550 composites, de centres de tournage et de fraisage CNC à plaque à motifs CXK9580, de machine de réparation de meules diamantées CNC DK060, de meuleuse à anneaux verticale CNC MK630, de meuleuse à anneaux CNC. MK001-5, rectifieuse CNC ZKM150, rectifieuse universelle de précision ZWM150 et autres produits de support connexes.
La société dispose de plusieurs gros équipements fournis par des entreprises de marques nationales et étrangères, garantissant la qualité des machines-outils produites et une livraison dans les délais. Au fil des années, avec une forte force technique, des produits matures et un système de service complet, nos produits ont été vendus aux principales entreprises sidérurgiques du pays et des marchés étrangers. Nos clients ont répondu positivement et nous avons obtenu plusieurs brevets nationaux et droits de propriété intellectuelle indépendants. Notre société est maintenant devenue une entreprise de marque bien connue dans l'industrie des machines-outils de traitement des rouleaux des entreprises sidérurgiques nationales et de l'institut de conception métallurgique.
1.1 Principaux paramètres de spécification
| Le diamètre d'oscillation sur le banc de la machine-outil | mm | 800 |
| Le diamètre d'oscillation sur la plaque arrière | mm | 620 |
| Longueur d'usinage maximale (distance entre deux centres) | mm | 1000 |
| Poids maximum de la pièce | kilos | 3000 |
| Angle du lit de la machine-outil | Diplôme | 45 |
1.2 Broche et entraînement
| Alésage de broche | mm | 120 |
| Diamètre du support avant de la broche | mm | 180 |
| Série de vitesse de broche | | Sans niveau |
| Plages de vitesse de broche | tr/min | 2-400 |
| Puissance du moteur principal (continue) | kW | 22 |
| Couple continu de broche | Nm | 2500 |
| Norme d'extrémité de broche | | A211 |
| Manchon de serrage hydraulique automatique | | Correspondance des anneaux à rouleaux |
1.3 Entraînement d'alimentation
| Distance de mouvement de la plaque arrière sur l'axe Z (longitudinal) | mm | 1000 |
| Mouvement de la plaque arrière sur l'axe X (horizontal) | mm | 410 |
| Vitesse de déplacement rapide Z/X | mm/min | 8000 |
| Plage de vitesse d'alimentation Z/X | mm/min | 0,001-2000 |
| Couple du moteur d'entraînement Z/X | Nm | 27/27 |
| Force d'avance maximale Z/X | N | 20000 |
| Unité de réglage minimale/résolution | mm | 0.001 |
1.4 Dimensions hors tout et poids des machines-outils
| Taille d'apparence de la machine-outil (longueur * largeur * hauteur) | mm | 4725×2175×2365 |
| Poids | t | Environ 8T |
2. Précision de la machine-outil
2.1 Précision de travail (échantillon standard)
| Arrondissement du cercle extérieur du tournage de finition | mm | 0.005 |
| Rugosité de surface du cercle extérieur du tournage de finition | | Ra0.8 |
| Cylindricité du cercle extérieur du tournage de finition | mm | 0,02/300 |
| Perpendularité du cercle extérieur de l'extrémité finale | mm | 0,01/100 |
2.2 La principale précision géométrique des machines-outils
| Mouvement axial périodique de la broche | mm | 0.005 |
| Faux-rond radial du trou de la broche | mm | Extrémité proche 0,015, extrémité éloignée 0,020 |
| Précision de positionnement répété de la tourelle | mm | 0.005 |